
- Ev
- >
- Ürünler
- >
- Şişe Yığını Kalıbı
- >
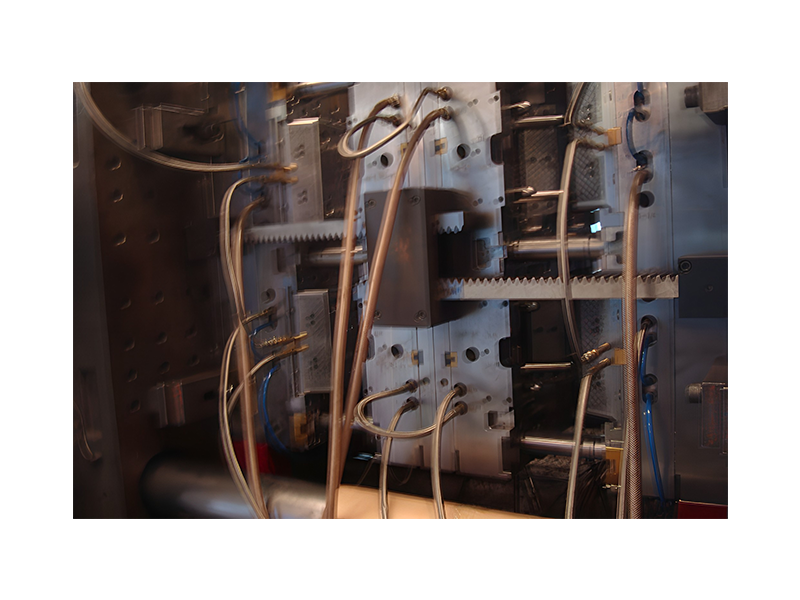
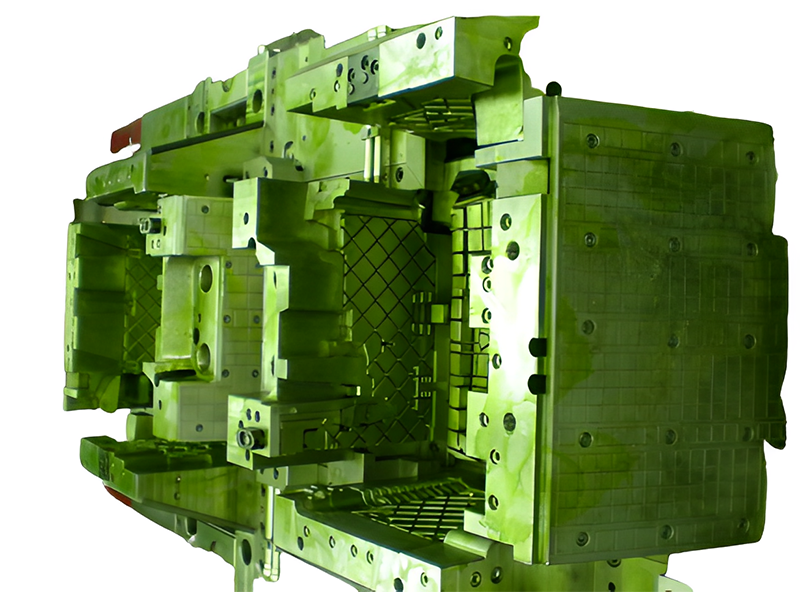
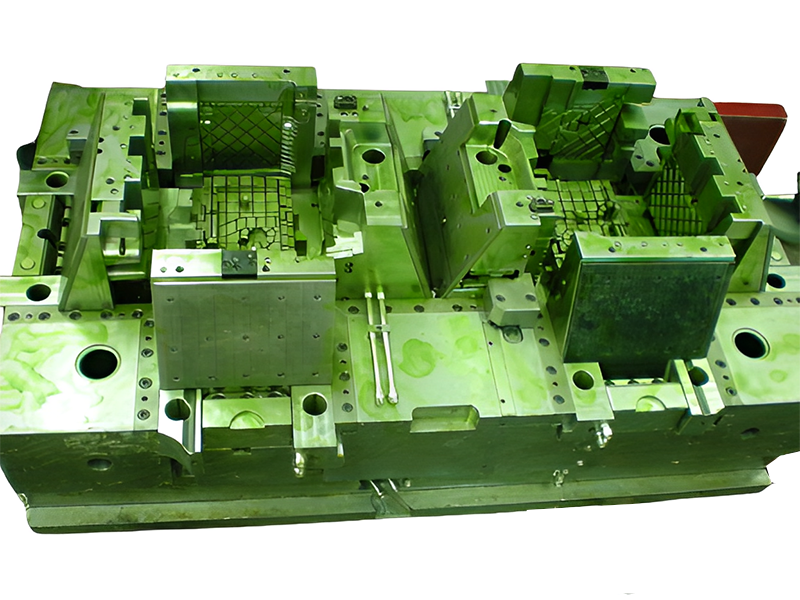

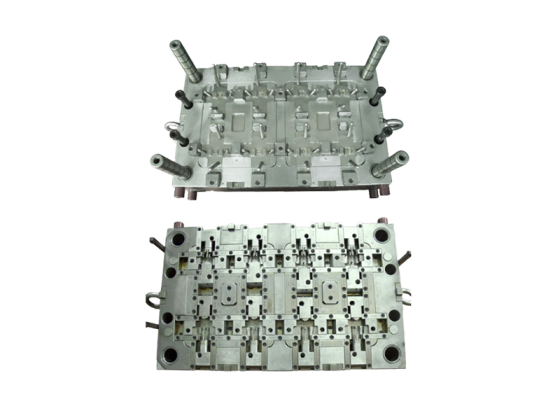
Şişe Yığını Kalıbı
Şişe istif kalıpları, yüksek hacimli plastik şişe üretiminin gerekli olduğu içecek, kozmetik ve ev ürünleri gibi endüstrilerde yaygın olarak kullanılmaktadır. Dayanıklı olacak ve enjeksiyon kalıplama prosesindeki yüksek basınçlara ve sıcaklıklara dayanacak şekilde tasarlandılar.
- bilgi
Kalıp istifleme seri üretime uygundur.
İstifleme kalıp teknolojisi:
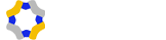
Yığın kalıp, günümüzün plastik kalıp endüstrisinin gelişmesinde son teknolojidir ve boşluk, üst üste bindirilmiş bir düzenlemeyle 2 veya daha fazla seviyeye dağıtılır. Basitçe söylemek gerekirse, lamine kalıp, birden fazla tek katmanlı kalıp çiftinin bir araya getirilmesine ve bunların enjeksiyon kalıplama üretimi için bir enjeksiyon kalıplama makinesine yerleştirilmesine eşdeğerdir.
Genellikle, enjeksiyon kalıplama makinesi tek katmanlı bir plastik enjeksiyon kalıbı kullandığında, kendi enjeksiyon hacmi ve açılma stroku, nominal enjeksiyon kalıplama makinesinin yalnızca %20 ila %40'ını kullanır, bu da enjeksiyon makinesinin performansına tam anlamıyla yer vermez. ve sıkma kuvvetini arttırmamak şartıyla lamine enjeksiyon kalıbı kullanılabilir. Aynı 1 enjeksiyon makinesi ve 1 operatör koşullarında, çıktı katman sayısına göre çarpılabilir, bu da üretim verimliliğini ve ekipman kullanım oranını büyük ölçüde artırabilir ve üretim maliyetlerinden ve işçilik maliyetlerinden tasarruf sağlayabilir.
Uygulama senaryosu:
Önceki uygulama senaryoları: Günlük ihtiyaçlar, kozmetik ve tıbbi ürünler gibi çok sayıda boşluğa sahip kalıplar artık otomobil parçası kalıplarında yavaş yavaş kullanılıyor.
Yığın kalıpların sınıflandırılması:1) Ortak lamine kalıp
İki katmanlı kalıp
3 katmanlı kalıp
4 katmanlı kalıp
10 kata kadar
2) Lamine kalıbı döndürün
Çift taraf her seferinde 180 derece döner
Çift katmanlı 4 tarafı her biri 90 derece dönebilen yalın zanaat
3 katman 2 kenar (döndürme başına 180 derece)+4 kenar (döndürme başına 90 derece)
Yığın kalıp tasarımı hususları:
1) Ana meme, kalıp açıldıktan sonra kılavuz manşondan dışarı çıkamaz ve ana memenin uzunluğunun ve kalıp açma strokunun makul şekilde ayarlanmasına dikkat edilmelidir;
2) Enjeksiyon kalıplama makinesinin maksimum açılma strokunu ve maksimum plastikleştirme miktarını kontrol etmek gerekir;
3) Enjeksiyon cihazının ön kalıplama verimliliği yüksek olmalıdır;
4) Enjeksiyon hızı uygun şekilde artırılmalıdır;
5) Sıcak yolluk eriyiğinin basınç tahliyesi; 6) Kavite düzeni ile ana nozul arasındaki ilişkiyi ele alır.